许多行业的工厂经理和工程师发现,通过将执行连续生产步骤的机器紧密地分组到集成的工作单元中,可以提高生产率。这是俄亥俄州McConnellsville 的Miba轴承工厂的经验 。该公司最近安装了由俄亥俄州哥伦布的Multipress公司制造的新型轴承压力机工作单元。新的工作单元包括剪切压力机,冲裁压力机和带有机器人零件转移的两级成型压力机,用于制造曲轴的剖分轴承。

这是新的Miba轴承制造工作单元。从左到右分别是剪切压力机,冲裁压力机和成型压力机。
Miba一直在使用一系列分立式重型冲压机进行轴承制造,但面对需要在保持高水平产品质量的同时提高工厂的制造能力,工厂经理Jerry Donahue寻求提高工厂产量的最有效方法。工厂工程师Josh Gillespie指定了一种具有单一可编程逻辑的新轴承工作单元控制器(PLC)命令所有三台机器(剪切机,冲裁机和成型压力机),人机界面(HMI)允许单个操作员控制整个制造过程。该生产线紧密集成,再加上新一代控制技术,缩短了生产周期,同时提供了更好的零件质量信息,减少了产品浪费"我们过去常常将轴承制造视为一系列独立的步骤,但随着生产顺利进行,我们的生产力和质量都有所提高,”Gillespie说。
保持生产灵活性对Miba轴承团队也非常重要。“目前我们有18台模具在印刷机上运行,有些用于单轴承半部,有些用于多半轴。在未来,我们计划最多有40个,“Gillespie说。
轴承成形工艺
新工作单元组中的关键机器是伺服压力机,它使曲轴轴承半部在一个压力循环中包括两个步骤:预成型步骤,然后是成型步骤。在每个循环开始时,机器人装载轴承坯料,其尺寸可以从2英寸×3英寸到11英寸×3英寸不等,进入压力机,激光扫描仪确保坯料是坐好了。如果空白没有正确地放在夹具中,则按下将通知操作员设置的空白不正确并停止自动循环,直到部件正确放置。在成形操作中涉及两个线性液压运动轴,预成型圆筒和成形圆筒。预成型圆筒嵌入压板中并延伸至预成型件并将坯料设置在工具中。预制件和最终成型圆筒同时延伸。一旦坯料被预成型,预成型圆筒缩回,激光传感器确认预成型坯料的正确位置,然后最终成形圆筒完成循环。所有这些运动和检查均由Delta Computer Systems Inc.制造的 RMC75E运动控制器控制。

预成型圆筒安装在黄色压板下方的蓝色工具夹具中,黄色压板由主成型圆筒移动。
在预成型坯循环期间,监测预成型坯筒中的压力。如果确定零件太硬并且没有正确弯曲,则操作将中止。随着成形过程的继续,预成型圆筒缩回,主成形圆筒在闭环力控制下完成操作。当在部件上施加适当的力时,成形圆筒缩回并且循环完成。
选择运动控制器
如上所述,成形过程需要通过操作循环精确控制和监测许多因素。为了实现这一点,除了与比例伺服阀以及连接到气缸的压力和位置传感器的接口之外,还需要具有数字I / O能力的运动控制器。为满足这一需求,Multipress与Delta Computer Systems经销商Advanced Industrial Products,Columbus,Ohio合作,选择了Delta RMC75E。“我们在过去几年中在我们的许多印刷机设计中使用了Delta Computer Systems电动液压运动控制器,”Multipress总裁Barney Raye说道,“因此选择Delta运动控制器是这种新型轴承压力机的自然步骤。”连接运动控制器
使用的实际运动控制器配置是Delta RMC75E-AA2-AP2-D8-Q1。成形压板的位置和力控制由模拟位置传感器和压力传感器跟踪。系统中使用三个压力传感器:一个用于成形气缸的压力控制,一个用于开环泵反馈,一个用于预成型气缸上的过压传感。提供开环泵压力控制,以在返回行程和空转期间实现更好的功率匹配和能量效率。Delta Q1正交模块允许使用编码器悬架移动成型圆筒以进行加工/零件设置。
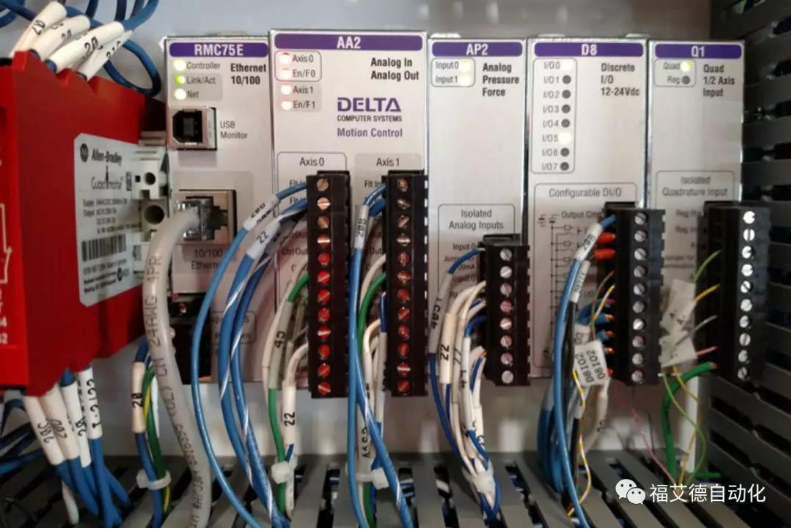
由Delta Computer Systems制造的RMC75E运动控制器可以控制两个运动轴,并提供各种传感器和控制接口。运动控制器使用其数字I / O接口来观察放置机器人,以确保正确装入毛坯,并监控预成型件操作以确保其完成令人满意。如果没有正确装入或预成型坯料,控制器将中止操作。数字命令还用于提示运动控制器确认点动按钮的操作并控制预制棒的延伸和缩回。来自运动控制器的其他数字输出用于控制再生阀,该再生阀在需要快速延伸时将流体从杆端分流到成形缸的盖端,以及使得缸能够快速缩回的旁通阀。Multipress创新,这些额外的阀门有助于缩短周期时间。Delta控制器通过内置的EtherNet / IP接口与PLC通信。它接收的信息包括运动排序程序用于按压打开和关闭定位的输入参数,以及机器启动和停止命令。在按下循环结束时,运动控制器将“循环完成”信息发送回PLC,以便中继回HMI,该HMI也连接到PLC。除了自动制造周期外,机器还增加了手动循环控制,使操作员能够验证机器的正确设置,以便处理新的零件类型。编程和调整运动
Delta Computer Systems运动控制器提供全面的应用程序开发环境RMCTools,可从该公司的网站免费下载。该软件包提供了对运动控制器中强大的内置控制功能的访问,以及图形调整工具。“您可以创建运动参数与时间的关系曲线,并在事件日志中查看条目,精确指出机器运行时发生的情况,”Advanced Industrial Products的合伙人Mike Joyce说。“EtherNet / IP通信使程序选择变得容易,这是有帮助的,因为我们系统共有17个程序,并有11个程序触发器来监控大约40个不同的变量,包括气缸压力,归位状态等。”在使用预编程算法设置运动步骤后,使用Delta的工具调整运动系统以优化性能是一项简单的操作。“Delta控制器里面的Tuning Wizard(油缸的自学习功能)易于使用,”Joyce说。“我们用它来初步设定控制参数的增益。然后我们运行机器并在运行后进行了进一步调整。“通过在每个调整步骤之后生成运动图,Joyce可以看到有多少改进。“绘图是了解系统响应程度的关键,”他补充道。“我们甚至可以改进机器在运行时的运行方式。其他运动控制器并不总是这样。“结果
“自从我们安装了新的轴承压力机以来,我们的操作运行非常顺利,”Miba的Donahue说。“与标准机械压力机相比,液压伺服压力机速度较慢,但它结构紧凑,可实现自动化,”Miba的Gillespie指出。“自动化意味着我们可以在一个平滑的流程中完成剪切,冲裁和成型的整个过程,从而消除了将工艺零件放入推车中以便进行下一道工序。零件处理的减少使零件成本降低了近70%。至于质量,我们已经超出了客户的期望。如果没有对零件背面进行再加工,我们就无法达到这种质量水平,我们的客户不会接受。