背景、用途和特点
1、背景:随着现代工业的快速发展,要求装备的吨位和台面越来越大,压制工件的精度越来越高,形状越来越复杂。但由于液压设备结构的限制,工作台面受力、受热不均匀等多种因素的影响,在实际工作过程中滑块时常受偏载力的作用,使滑块产生不同程度的倾斜,在这种情况下不仅被压工件极容易报废,并且损坏模具,而且会严重影响液压设备的使用寿命。
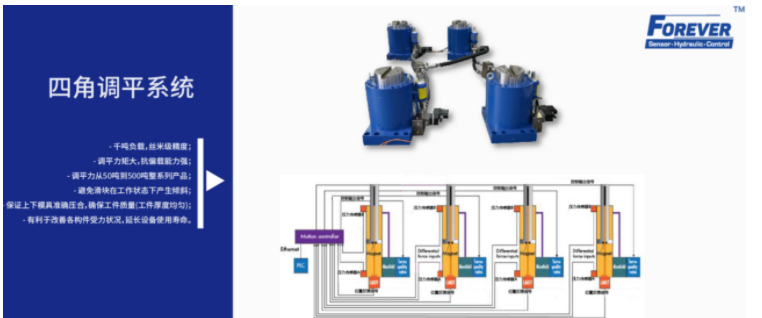
2、用途:本部件主要按照对成型工艺要求严格的设备中需要同步平衡等工艺要求制作的专用Leveling Device。
3、特点:
<1>、避免滑块在工作状态下产生倾斜。
<2>、保证上下模具准确压合,确保工件质量(工件厚度均匀)。
<3>、有利于改善各构件受力状况,延长设备使用寿命。
<4>、DELTA控制器为核心部件,独特的技术诀窍把业界前沿的技术(伺服阀、传感器、测试软件界面、数据采集和处理)开发出具有自主知识产权的装备,避免引起产品同质化竞争。
<5>、参数的存储和调用功能,方便了更换模具时对压机参数的调整。
<6>、高可靠性:关键元器件全部采用进口元件,确保了系统的稳定、可靠。
<7>、远程网络监控系统:实现程序无线上下载及实时监控。
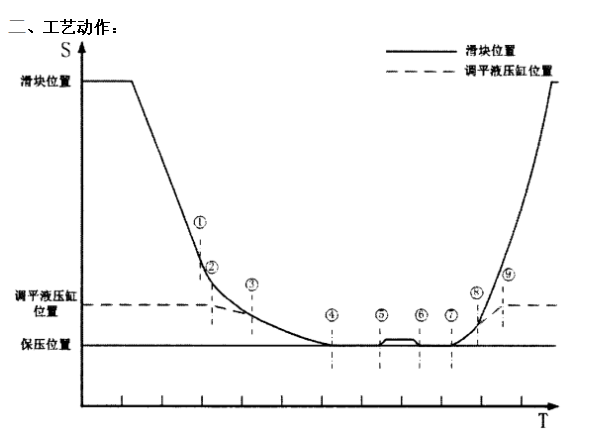
1、图中②-③阶段为调平缸预加速阶段,同时滑块也处于降速阶段当中,此过程有利于减小滑块与调平液压缸接触时瞬间的冲击力,保护机械机构,减小冲击噪声,提高加工效率。在实际加工过程中,可以根据实际需要决定是否采用预加速运动。
2、图中③-④阶段为调平控制阶段,此时滑块与调平液压缸接触共同下降,四个调平液压缸通过高频响伺服阀节流产生背压提供调平力,并获取四个调平液压缸位置平均值作为虚拟轴并设为主动轴,而四个调平缸作为从动轴,相互之间以交叉耦合控制方式进行位置闭环且压力保护,最终保证滑块的平行下降。此过程对四个调平液压缸的实时控制性要求很高,并决定了产品的模压工艺质量。
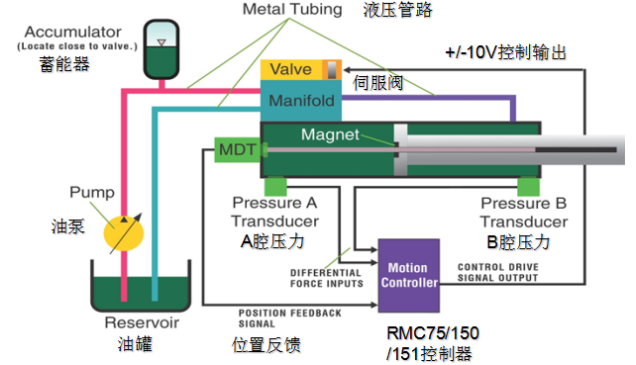
①系统的描述:整个系统由美国DELTA控制器为核心,通过控制器来搭建虚拟轴,同时由伺服油缸,磁致伸缩位移传感器,伺服阀,构成的真实轴,通过控制器的耦合算法,将所有的真实轴耦合到虚拟轴上面去,将虚拟轴与真实轴的闭环嵌套起来,相互比较,相互制约,达到四轴同步的效果。
•使用级联嵌套环路,以力的总和用于外环;而速度控制用于为内环。
•四个角的每一个轴都从动于一个虚拟的目标发生器
•虚拟的目标发生器根据位置、速度和加速度的参数移动
•当接触发生时,压机进入级联嵌套环路控制。如果滑块在偏载力矩作用下发生偏转,由于所有的4个轴都以耦合方式从动于由外环生成的相同的虚拟主轴,这时实轴计算出相应的输出控制高频响伺服阀,从而调节调平缸的跟随运动(或加速、或减速、或反顶),以形成抗偏载力矩,间接保证滑块不会歪斜。
②级联嵌套回路方法:
☆每个实轴都是位置-压力轴(自成闭环)
☆创建一个级联外环轴:外环轴的位置为所有实轴的平均值;外环轴的力为所有实轴的总和
☆创建一个虚拟参考轴:虚拟轴的目标位置即为外环轴的实际位置
☆所有实轴耦合到虚拟轴上,使其达到虚拟轴的位置(执行该程序段后进入同步模式,只需要控制虚拟轴就可以实现四轴的同步运行)
☆虚拟轴的速度耦合到外环轴的输出,使其与外环轴的输出相适应(外环的输出与虚拟轴的速度成正比)
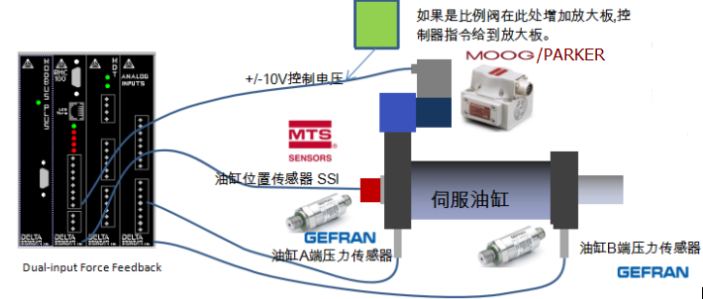
③多轴DELTA运动控制器控制方案
*1.运动控制器接收油缸运动行程位置反馈信号:SSI信号。
*2.运动控制输出模拟给定信号给伺服阀放大器控制油缸的伸缩
*3.运动控制器检测油缸两端压力可实现油缸位控和压力控制的切换
④集成系统的组成
*1.高精度闭环位置和力/压力控制
*2.高精度反馈传感器
*3.高性能液压元器件包括:伺服阀;伺服油缸;泵;驱动器;过滤系统
*4.高扫描周期的运动控制器
⑤DELTA高精度运动控制器控制方法
*1.客户确认运动要求,硬件满足速度要求:每250微秒更新, 每秒4,000次
*2.RMC 的内置目标发生器计算出运动位置、速度、加速度以及压力/力
*3.RMC 的内置控制算法(Control Algorithms)自动生成并输出控制信号,对执行器的位置/力进行双闭环实时控制。
*4.RMC 控制器的运动命令中包含有大量运动控制算法,在使用时直接调用,能够使执行器运动时的位置、速度、加速度以及力和压力的实际曲线平滑地跟踪它们的目标曲线
3、图中④-⑤阶段为系统加压,保压阶段。通过大通径比例伺服阀对主加载液压缸进行压力闭环控制。
4、图中⑤-⑥阶段为微开模阶段,此时主加载液压缸泄压,四个调平液压缸顶开上模,微开模开启高度≦1mm,微开模的主要工艺作用即对模压工件进行高压模内喷涂。
5、图中⑥-⑦阶段为二次加压阶段,主缸再次加压保证模内喷涂效果。
6、图中⑦-⑧阶段为滑块与调平液压缸共同回程阶段,达到⑧点滑块与调平缸分离,各自回到起始位置。
注:以上数据来源采集无锡福艾德实验室数据库信息。